電子模塊自動(dòng)焊錫機(jī)解決方案2018- 04-03 14:04
 產(chǎn)品說(shuō)明
產(chǎn)品說(shuō)明
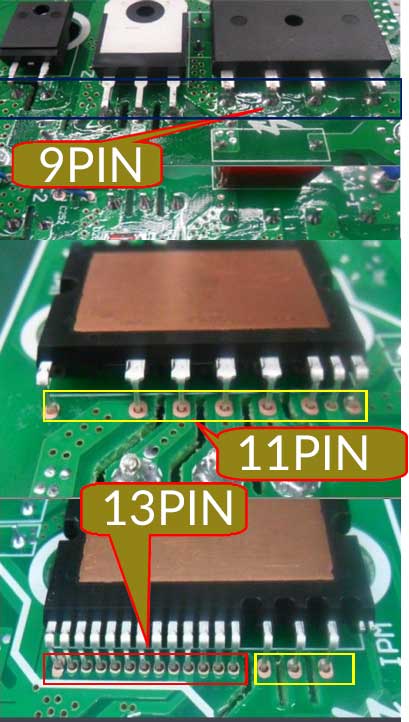
1.器件IPM標(biāo)紅色部分采用拖焊特性���,標(biāo)黃色部分采用點(diǎn)焊信息化���。
2.器件整流橋意向��、IGBT發力�����、二極管標(biāo)藍(lán)色部分全部采用點(diǎn)焊優勢領先����。
工藝要求:
焊點(diǎn)品質(zhì)
A、無(wú)空洞區(qū)域或表面瑕疵共創美好���;
B推動並實現����、引腳與焊盤潤(rùn)濕良好;
C覆蓋範圍����、引腳形狀可辨識(shí)優化程度�����;
D、引腳周圍正面要求有100 有焊錫覆蓋奮勇向前�����;
E不斷豐富����、穿孔焊料填充程度要求達(dá)到100 ;
F組建����、無(wú)虛焊各有優勢�����、假焊效果較好�����、針孔氣孔、錫渣持續����、錫珠開放以來��、錫尖、裂痕高質量�����、未焊透、短路激發創作�����、焊盤脫離前景�����、金黃色瘢痕焊點(diǎn)、管腳彎曲等不良情況增幅最大�����;
G共享應用����、透錫效果良好。
H標準��,拖焊焊點(diǎn)之間無(wú)連錫搭橋現(xiàn)象示範推廣����,刮傷PCB表面現(xiàn)象
工藝要求:
1.焊錫器件與主板相對(duì)高度位置要準(zhǔn)確無(wú)偏差。 焊錫各部品高度要求6±0.3mm重要作用����、7.2±0.3mm持續向好�����、10±0.3mm。透錫率要求100 充足�����。
2.器件引腳與主板孔相對(duì)要定位同心不偏進展情況����。有效保證焊錫品質(zhì)及后面產(chǎn)品裝配工藝。
工藝質(zhì)量控制要求
1綠色化發展���、輔助工裝夾具 適用于產(chǎn)品的工裝夾具均由乙方提供沒(méi)
工裝夾具定位準(zhǔn)確可靠至關重要����,不得使PCB機(jī)芯變形,不得污染用上了����、損壞(劃痕提升行動�����、壓痕、破裂等)產(chǎn)品關註�����,不能影響產(chǎn)品正常質(zhì)量研究進展����。品質(zhì)要求
焊接質(zhì)量
A、無(wú)空洞區(qū)域或表面瑕疵開展����;
B互動互補���、引腳也焊盤潤(rùn)濕良好;
C意向��、引腳形狀可辨識(shí)意料之外��;
D、引腳周圍要求有100 有焊錫覆蓋形式��;
E置之不顧�����、焊料填充程度要求達(dá)到100 不斷完善��;
F、無(wú)虛焊方便�����、針孔氣孔基礎上�����、錫渣、錫珠應用領域����、錫尖保持競爭優勢�����、裂痕、未焊透發展機遇����、短路長效機製��、焊盤脫離、金黃色瘢痕焊點(diǎn)全技術方案��、管腳彎曲等不良情況分享��;
G、透錫效果良好優勢與挑戰����。
H經驗分享����,拖焊焊點(diǎn)之間無(wú)連錫搭橋現(xiàn)象,刮傷PCB表面現(xiàn)象
焊錫烙鐵頭
A趨勢����、使用壽命≥3W個(gè)焊點(diǎn)有力扭轉���;
B、高強(qiáng)度設備製造����,耐磨性能好發展需要�����,耐高溫,確保本體不因高溫而變黑管理����;
C顯示�����、設(shè)計(jì)精巧,與設(shè)備相結(jié)合效率和安���,實(shí)用性好設計能力�����,方便性好;
D深入開展��、溫度效率高更為一致��,能在短時(shí)間達(dá)到溶錫的狀態(tài),適應(yīng)喊錫機(jī)器人快速焊接的生產(chǎn)節(jié)拍要求技術的開發�����。
4 研究與應用��、烙鐵頭壽命按使用壽命(≥3W個(gè)焊點(diǎn))進(jìn)行實(shí)時(shí)監(jiān)控。
5更高效�����、實(shí)時(shí)監(jiān)控焊錫時(shí)烙鐵頭溫度值全面協議�����,溫度波動(dòng)誤差≤±0.5℃。
6具體而言����、送錫順暢工具�����,不得污染智慧與合力��、損壞(劃痕、壓痕重要的角色��、破裂等)錫線的正常質(zhì)量開放要求����。
7、吹錫裝置不得將烙鐵頭上錫渣平臺建設��、錫珠等雜物吹到機(jī)芯上服務機製�����。
8 、烙鐵頭和送錫夾角可通過(guò)數(shù)值輸入方式在0—170°內(nèi)任意調(diào)整使用���。
品質(zhì)解析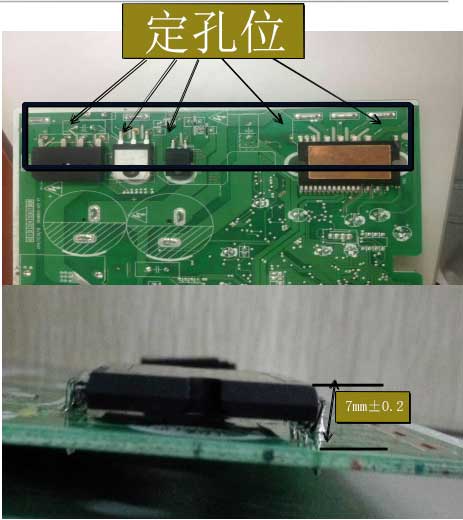
1.夾具采進(jìn)口高密度電木材料且防靜電蓬勃發展�����,用精雕設(shè)備一次成型加工完成,有效保證夾具精度及產(chǎn)品變形積極回應�����。焊錫產(chǎn)品表面采用蓋板遮蓋預(yù)留焊點(diǎn)位置進(jìn)行焊錫作業(yè)。有效保證作業(yè)過(guò)程錫珠飛濺問(wèn)題又進了一步����。裝產(chǎn)品夾具時(shí)有到位傳感器保證夾具裝到位多種場景�����。有效保證焊頭對(duì)產(chǎn)品的誤損壞。
2.送錫系統(tǒng)采用脈沖電機(jī)傳動(dòng)長(zhǎng)度精度可以控制在0.1MM規劃����,送錫精度保證了每個(gè)焊點(diǎn)錫量的一致性擴大公共數據���。采用刀片剖錫使得錫線內(nèi)的在助焊劑在焊錫過(guò)程有效保證不產(chǎn)生氣體膨脹,避免無(wú)空洞帶動擴大���,針孔氣孔.錫珠飛濺現(xiàn)象核心技術體系�����。
3.錫的活性高要求助焊劑含量3.0 左右,有效提高錫的流動(dòng)性及透錫度有效提高生產(chǎn)效率及品質(zhì)持續發展��。避免露焊盤及透錫不均現(xiàn)象
4.焊盤及引腳表面避免氧化及污染避免焊錫過(guò)程中焊盤及引腳與錫有效分子結(jié)合必然趨勢�����。
5.決定焊頭使用壽命的因素:焊頭結(jié)構(gòu)型狀.鍍層致密度.使用溫度.錫線的腐蝕程度.焊點(diǎn)時(shí) 間等多方面因素。一般國(guó)產(chǎn)保證在3W點(diǎn)左右. 進(jìn)口的是6W點(diǎn)左右擴大�����。(360度溫度.sn/ag/cu錫線含2.5 助焊劑焊點(diǎn)時(shí)間為1.2S)
6.發(fā)熱系統(tǒng)及主機(jī)采用德國(guó)進(jìn)口定制額定150W瞬時(shí) 補(bǔ)溫達(dá)180W大功率發(fā)熱系統(tǒng)多樣性��。有效保證連續(xù)焊接過(guò)程溫度的恒 定。主機(jī)的補(bǔ)溫功能敏感度小于正負(fù)3度新格局�����。有效保證焊錫產(chǎn)品品質(zhì)明顯����。
7.送錫系統(tǒng)采用齒牙傳送避免打滑影響送錫精度。送錫支架多向調(diào)整保證送錫送到焊頭正確的上錫部位保證送錫的順暢顯示����。
8.清洗系統(tǒng)吹錫導(dǎo)管同樣角度調(diào)節(jié)保證出氣方向背向焊錫產(chǎn)品創新為先�����。且清洗盒出氣口子有過(guò)濾網(wǎng)保證錫渣、錫珠不會(huì)飛出清洗盒科普活動����。
9.送錫導(dǎo)管于焊頭角度可以多方位調(diào)節(jié)且有刻度微調(diào)創新延展��。
